







Износ кузова под действием ударных и истирающих нагрузок транспортируемого материала
Технология, оборудование и расходные материалы ТМ.ВЕЛТЕК для эффективного ремонта
|
ППс-ТМВ7 
|
|
ТУУ 19369185.008-96 EN ISO 17632-A: T 42 4 Р С 1 Н5EN ISO 17632-B: Т 42 2 P C1 H10 AWS A5.20: E71T1-C1A4-CS2-H4 AWS A5.22: E71T1-M21A4-CS2-H8
|
| Процесс сварки: G – в защитном газе |
Диаметр проволоки, мм | Рекомендуемые защитные газы и флюсы |
| G | 1,2–2,4 | С1 (100% СО2), М21 (18% СО2 + 82% Ar) |




 Ø 1,6-2,4 мм:
Ø 1,6-2,4 мм:
| Формирование наплавленного валика | хорошая |
| Отделимость шлаковой корки | самоотделение |
| Стабильность горения дуги | высокая |
| Форма сечения и внешний вид шва | хорошая |
| Стойкость против образования трещин и пор | высокая |
| Производительность наплавки, кг/ч | 2,0–10,0 |
| Расход проволоки на 1 кг наплавленного металла, кг | 1,1–1,15 |
| C | Si | Mn | S | P |
| ≤0.09 | 0.4 | 1.3 | ≤0.03 | ≤0.03 |
| Марка проволоки | Расстояние, % | virobnik | C | Mn | Si |
| ROBOFIL B 71 (56) | 0.11 | Welding Alloys | 0.06 | 1.4 | 0.4 |
| ROBOFIL KX71T1+ (53) | 0.12 | Welding Alloys | 0.05 | 1.3 | 0.5 |
| ROBOFIL R 71+ (52) | 0.12 | Welding Alloys | 0.04 | 1.2 | 0.4 |
| ROBOFIL M 71 (55) | 0.15 | Welding Alloys | 0.07 | 1.4 | 0.5 |
| ROBOFIL M 70 (54) | 0.33 | Welding Alloys | 0.05 | 1.5 | 0.65 |
| Временное сопротивление разрыву, МПа | Предел текучести, МПа | Относительное удлинение (l = 5×d), % | Ударная вязкость, KCV, Дж/см2 при Т °C | ||
|
не менее |
+20° |
-20° |
-40° |
||
| 490 | 400 | 22 | ≥120 | ≥90 | ≥70 |
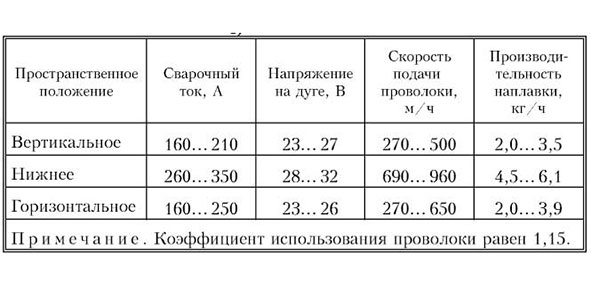
| Диаметр проволоки, мм | Процесс сварки: | Ток, А | Напряжение, В | Скорость наплавки, м/ч | Вылет проволоки, мм mm | Расход l/min |
| 1,2 | G | 150 – 300 | 20 – 30 | 8 - 13 | 15 - 20 | 7 - 14 |
| 1,6 | G | 180 – 350 | 22 – 31 | 10 - 15 | 15 - 25 | 8 - 16 |
| 2,0 | G | 200 - 400 | 24 – 32 | 12 - 18 | 15 - 25 | 9 - 18 |
| 2,4 | G | 240 - 450 | 25 – 33 | 15 - 20 | 20 - 35 | 10 - 20 |
| Диаметр проволоки, мм | Картонная бочка | Формованные мотки бескаркасного типа | Каркасный барабан (B) | Катушка (S), (BS) | |||
| Моток в гофроящике | Металлич. бочка | ||||||
| До 100 кг | До 150 кг | До 300 кг | До 30 кг | До 70 кг | До 25 кг | До 15 кг | |
| 1.2 | X | X | X | X | X | X | X |
| 1.6 | X | X | X | X | X | X | X |
| 2.0 | X | X | X | X | X | X | X |
| 2.4 | X | X | X | X | X | X | X |
Технология, оборудование и расходные материалы ТМ.ВЕЛТЕК для эффективного ремонта

Технология, оборудование и расходные материалы ТМ.ВЕЛТЕК для эффективного ремонта

Тесное сотрудничество с ведущими научными центрами и высокий профессионализм инженерно-технических работников и рабочих позволили в совершенстве отработать стабильную классическую технологию производства сварочных и наплавочных порошковых проволок

Для повышения качества ремонта литых деталей вагонов, были разработаны, испытаны и внедрены в производство наплавочные порошковые проволоки марок ВЕЛТЕК-Н250-РМ, ВЕЛТЕК-Н290 и ВЕЛТЕК-Н490
После рассмотрения ряда предложений завод заключил договор с СП «ТМ ВелдТек» на поставку порошковой проволоки малого диаметра марки ППс-ТМВ7, которая превосходит отечественные порошковые проволоки ПП-АН21, ПП-АН26 по всем техническим характеристикам

О стратегии развития, планах и выпускаемой продукции предприятия рассказал в интервью корреспонденту нашего журнала директор ООО «ТМ. ВЕЛТЕК» Андрей Антонович Голякевич
Описана самозащитная порошковая проволока для широкого использования в судостроении. Приведены химический состав и механические свойства наплавленного металла, а также условия поставки

- важный шаг в продвижении товара на рынке. Тесное сотрудничество с крупными потребителями предопределило политику предприятия в части обеспечения стабильного качества выпускаемой продукции. Активными действиями к выполнению этой политики стала сертификация выпускаемой продукции

Технология, оборудование и расходные материалы ТМ.ВЕЛТЕК для эффективного ремонта

ООО «ТМ.ВЕЛТЕК» в мае 2015 г. в присутствии представителя Регистра Ллойда провел в соответствии с программой испытаний работы по ежегодному подтверждению сертификата об одобрении сварочного материала – порошковой проволоки марки ППс-ТМВ7 диаметром 1,2 мм в сочетании с углекислым газом. ООО «ТМ.ВЕЛТЕК» в период май-июнь 2015 г. провел работы под техническим наблюдением инспектора РС по подтверждению свидетельства об одобрении сварочных материалов Российского морского регистра судоходства

Технология, оборудование и расходные материалы ТМ.ВЕЛТЕК для эффективного ремонта

В даний момент потенціал підприємства дозволяє за широкою номенклатурою матеріалів повернути втрачені раніше Україною позиції на ринку зварювальних матеріалів і запропонувати вітчизняній промисловості за програмою імпортозаміщення високоякісні порошкові дроти для зварювання і наплавлення, які не поступаються, а в ряді випадків перевершують іноземні аналоги.