|
ВЕЛТЕК-Н460.05
|

|
ТУУ 28.7-31749248-001-2002
EN 14700/ T Fe8 DIN 8555/ MF 6-GF-50-GPT (умовно)



|
Процес зварювання:
G – в захисному газі
S – під флюсом |
Діаметр дроту, мм |
Рекомендовані захисні гази та флюси |
| G | 1,6-2,4 | С1 (100% СО2), М21 (18% СО2 + 82% Ar) |
| S | 1,6-3,6 | АН-348А, АН-60, АН-20 |
Загальна характеристика
Призначена для автоматичного й напівавтоматичного наплавлення в захисних газах або під флюсом при відновленні й зміцненні деталей з вуглецевих і низьколегованих сталей, що експлуатуються в умовах тертя металу об метал при нормальних і підвищених температурах.
Застосування
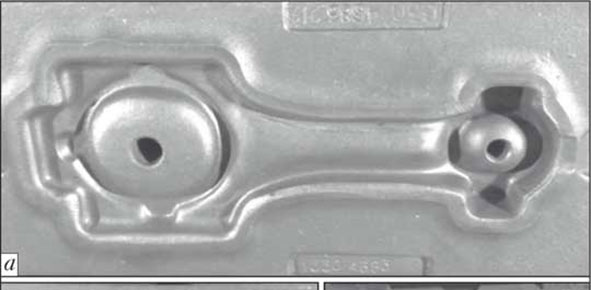
Типові галузі застосування: ремонт штампів зі сталей підвищеної теплостійкості: 3Х3М3Ф, 4Х5ВФС, 5ХНМ, 5ХНВ, а також валків чистових клітей гарячої прокатки.

. Додаткові умови: Окислювальна атмосфера, удари. Приклади: Надялинки кувальних молотів і пресів, кувальні штампи гарячого штампування")
. Додаткові умови: Циклічний нагрів і різке охолодження. Приклади: Валки гарячого плющення аркуша і сорта")
Зварювально-технологічні властивості
| Формування наплавленого валика | гарний | | Відділяємість жужільної кірки | гарна |
| Продуктивність наплавлення, кг/ч | 4-14 |
| Схильність наплавленого металу до утворення тріщин | помірна |
| Витрата дроту на 1 кг наплавленого металу, кг | 1.05-1.2 |
| Твердість наплавленого металу, (HRC для 3го-4го шару, якщо не вказано інше) | після наплавлення 45-52
|
Технологічні особливості
Рекомендується для наплавлення на
постійному струмі зворотної
полярності — DC (+).
Властивості наплавленого металу
Типовий хімічний склад наплавленого металу, %
| C | Mn | Si | Cr | Mo | S | P |
| 0.22 | 0.7 | 0.7 | 8.5 | 2.0 | 0.014 | 0.015 |
_
Найближчі за хімічним складом наплавленого метала дроти Welding Alloys.
| Марка дроту |
Відстань, % |
virobnik | C | Mn | Si | Cr | Mo | Ti | Al | Ni | Cu | S | P | Nb | V | N | W |
| ROBOTOOL 58-G (21) | 1.64 | Welding Alloys | 0.35 | 1.2 | 0.5 | 7 | 2.2 | 0.3 | | | | | | | | | |
| ROBOFIL B P91 (75) | 1.89 | Welding Alloys | 0.12 | 0.7 | 0.3 | 10 | 1 | | 0.002 | 0.3 | 0.05 | 0.005 | 0.007 | 0.06 | 0.23 | 0.05 | |
| HARDFACE VMOLC (24) | 2.42 | Welding Alloys | 0.08 | 1 | 0.6 | 10 | 2.5 | | | 1.8 | | | | | | | |
| HARDFACE L (9) | 2.82 | Welding Alloys | 0.5 | 1.5 | 2.5 | 8.5 | | | | | | | | | | | |
| HARDFACE WLC (22) | 2.86 | Welding Alloys | 0.25 | 2 | 0.8 | 6.5 | 1.5 | | | | | | | | | | 1.5 |
Рекомендовані режими наплавлення
| Діаметр дроту, мм |
Процес зварювання: |
Струм, А |
Напруга, В |
Швидкість наплавлення, м/год |
Витрата l/min |
| 1,2 |
G |
100 - 260 |
22 - 29 |
8 - 13 |
6 - 14 |
| 1,6 |
G |
120 - 320 |
23 - 32 |
10 - 15 |
7 – 15 |
| S |
140 - 220 |
25 - 29 |
10 - 15 |
|
| 2,0 |
G |
150 - 400 |
24 - 34 |
12 - 18 |
8 - 16 |
| S |
160 - 260 |
25 - 30 |
12 - 18 |
|
| 2,4 |
G |
180 - 450 |
25 - 36 |
15 - 20 |
10 - 18 |
| S |
200 - 300 |
26 - 31 |
15 - 20 |
|
| 2,8 |
S |
240 - 360 |
28 - 32 |
18 - 23 |
|
| 3,0 |
S |
260 - 380 |
29 - 33 |
18 - 23 |
|
| 3,6 |
S |
320 - 450 |
30 - 34 |
20 - 25 |
|
| Діаметр дроту, мм
| Картонна бочка |
Формовані мотки безкаркасного типу |
Каркасний барабан (B) |
Катушка (S), (BS) |
| Моток у гофроящику |
Металева бочка |
| До 100
кг |
До 150
кг |
До 300
кг |
До 30 кг |
До 70 кг |
До 25 кг |
До 15 кг |
| 1.6 | X |
X |
X |
X |
X |
X |
X |
| 2.0 | X |
X |
X |
X |
X |
X |
X |
| 2.4 | X |
X |
X |
X |
X |
X |
X |
| 2.8 | X |
X |
X |
X |
X |
X |
|
| 3.0 | X |
X |
X |
X |
X |
X |
|
| 3.2 | X |
X |
X |
X |
X |
X |
|
| 3.6 | X |
X |
X |
X |
X |
X |
|
* По требованию заказчика возможно изготовление проволоки Ø 5,0 – 6,0 мм
Статті і сторінки сайту в яких згадується цей дріт
Показано, что применение восстановительной наплавки существенно увеличивает межремонтный цикл работы бойков прессов и обеспечивает экономический эффект эксплуатации оборудования