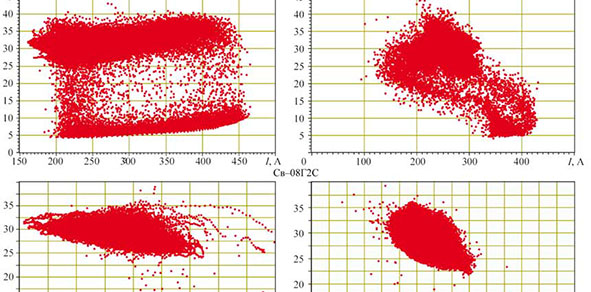





 Ø 2,0 мм:
Ø 2,0 мм:

Стратегия ООО «ТМ.ВЕЛТЕК» на современном этапе
Одним из основных направлений развития предприятия является расширение экспорта продукции ВЕЛТЕК®, в частности, в страны Евросоюза. Высокие требования к качеству продукции и насыщенность рынка Европы обусловили необходимость выполнения комплекса работ для успешной конкуренции.