







Износ кузова под действием ударных и истирающих нагрузок транспортируемого материала
Технология, оборудование и расходные материалы ТМ.ВЕЛТЕК для эффективного ремонта
|
ВЕЛТЕК-Н620
|
|
ТУУ 28.7-31749248-005-2003 EN 14700/ T Fe13 DIN 8555/ MF6-GF-60-G (условно)
|
| Процесс сварки:
О – открытая дуга G – в защитном газе |
Диаметр проволоки, мм | Рекомендуемые защитные газы и флюсы |
| О | 1,6-2,4 | - |
| G | 1,6-3,2 | М21 (18% СО2 + 82% Ar) |






| Формирование наплавленного валика | хорошее |
| Отделимость шлаковой корки | хорошая |
| Производительность наплавки, кг/ч | 4-12 |
| Склонность наплавленного металла к образованию трещин | умеренная |
| Расход проволоки на 1 кг наплавленного металла, кг | 1.1-1.2 |
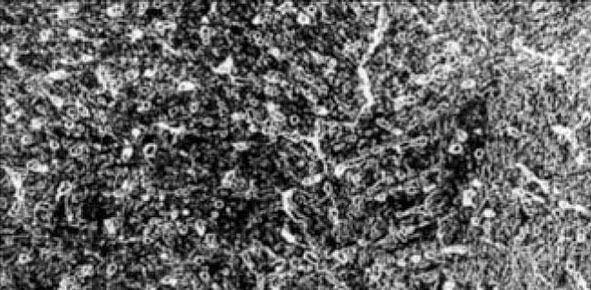
| Твердость наплавленного металла, (HRC для 3го-4го слоя, если не указано иное) | после наплавки 60-65 |
| C | Mn | Si | Cr | Mo | V | B | Ti | S | P |
| 0.8 | 3.5 | 2.5 | 4.5 | 3.5 | 0.8 | 0.7 | 0.9 | 0.015 | 0.017 |
| Марка проволоки | Расстояние, % | virobnik | C | Mn | Si | Cr | Mo | Ti | W | V |
| ROBOTOOL 46-G (19) | 3.86 | Welding Alloys | 0.2 | 0.9 | 0.5 | 6 | 3.5 | 0.25 | ||
| ROBOTOOL 47-G (20) | 3.87 | Welding Alloys | 0.15 | 0.9 | 0.5 | 6 | 3.5 | 0.25 | ||
| ROBODUR K 650-G (13) | 3.96 | Welding Alloys | 0.5 | 1.3 | 1.3 | 5.6 | 1.3 | 1.3 | 0.3 | |
| HARDFACE W (23) | 4.08 | Welding Alloys | 0.55 | 2 | 0.9 | 6.5 | 1.7 | 1.6 | ||
| HARDFACE WLC (22) | 4.2 | Welding Alloys | 0.25 | 2 | 0.8 | 6.5 | 1.5 | 1.5 |
| Диаметр проволоки, мм | Процесс сварки: | Ток, А | Напряжение, В | Скорость наплавки, м/ч | Расход l/min |
| 2,0 | O | 160 - 260 | 25 - 28 | 12 - 18 | |
| G | 150 - 400 | 24 - 34 | 12 - 18 | 8 - 16 | |
| 2,4 | O | 200 - 320 | 26 - 29 | 15 - 20 | |
| G | 180 - 450 | 25 - 36 | 15 - 20 | 10 - 18 | |
| 2,8 | O | 240 - 360 | 26 - 30 | 18 - 23 | |
| 3,0 | O | 260 - 400 | 26 - 30 | 18 - 23 |
| Диаметр проволоки, мм | Картонная бочка | Формованные мотки бескаркасного типа | Каркасный барабан (B) | Катушка (S), (BS) | |||
| Моток в гофроящике | Металлич. бочка | ||||||
| До 100 кг | До 150 кг | До 300 кг | До 30 кг | До 70 кг | До 25 кг | До 15 кг | |
| 1.6 | X | X | X | X | X | X | X |
| 2.0 | X | X | X | X | X | X | X |
| 2.4 | X | X | X | X | X | X | X |
| 2.8 | X | X | X | X | X | X | |
| 3.0 | X | X | X | X | X | X | |
| 3.2 | X | X | X | X | X | X | |
Технология, оборудование и расходные материалы ТМ.ВЕЛТЕК для эффективного ремонта

Тесное сотрудничество с ведущими научными центрами и высокий профессионализм инженерно-технических работников и рабочих позволили в совершенстве отработать стабильную классическую технологию производства сварочных и наплавочных порошковых проволок

Предприятия ООО «ТМ.ВЕЛТЕК» и ЧНПКФ «РЕММАШ» совместно с металлургическими комбинатами Украины выполнили комплекс работ по совершенствованию наплавочных материалов, технологии и оборудования для наплавки прокатных валков
Приведены сведения о выпускаемых ООО "ТМ. ВЕЛТЕК" порошковых проволоках и опыте их использования при восстановлении деталей и механизмов для металлургической и горнодобывающей отраслей промышленности.

Технология, оборудование и расходные материалы ТМ.ВЕЛТЕК для эффективного ремонта

барабанов шаровых мельниц. Специалисты инженернотехнического центра ООО «ТМ.Велтек» разработали и освоили производство новых порошковых проволок марок ВЕЛТЕК-Н216G, ВЕЛТЕК-Н285S, ВЕЛТЕК-Н635S, ВЕЛТЕК-Н620S для восстановления профиля и упрочнения поверхности щеки

В результате этих работ разработана и внедрена гамма порошковой проволоки различного назначения, и в общем объеме применяемых материалов для сварки и наплавки доля порошковой проволоки увеличилась с 15 до 85%.

В ОАО «ДМК» (Днепродзержинск) было предложено выполнить восстановительную наплавку роликов МНЛЗ самозащитной порошковой проволокой ВЕЛТЕК-Н470С диаметром 2,4 мм с системой легирования C-Si-Mn-Cr-Ni-Mo-V-Nb

Технология, оборудование и расходные материалы ТМ.ВЕЛТЕК для эффективного ремонта