




.. Additional conditions: Hydroabrasive wear. Examples: Protective sleeve shafts, pump components and water turbines")
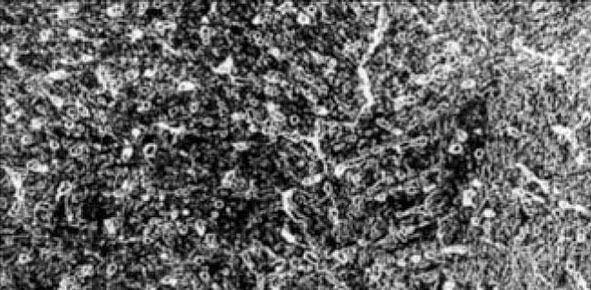
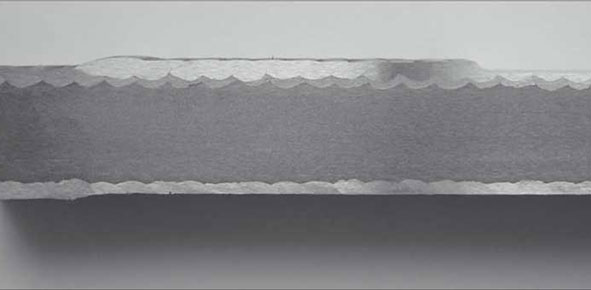
Renovation surfacing of metallurgical and mining equipment using flux-cored wires
The paper gives information on flux-cored wires produced by TM.VELTEK, Ltd. and experience of their application in renovation of the parts and mechanisms in metallurgical and mining industries.